























Commonly Asked Questions
Find answers here
How do I determine what size punch to order?
- Your punch should be the same size as the hole you are punching.
- If you are putting a bolt or bar through the finished hole, you should add 1/32″ or 1/16″ to the punch size to allow the bolt or bar to pass through the finished hole.
What size die should I order?
- Your die size should be slightly larger than the punch size to allow for the punch to fit through the die.
- For clearance recommendations click here: Die Clearance Calculator
- Choose your die style and use the die clearance calculator on the page to determine the clearance you need.
How many holes can I punch from one punch and die?
- When using the proper clearance between punch and die and ensuring that your machine has enough tonnage for the application, you should get approximately 1,500 holes from one punch.
- The die usually can last longer. If you are not getting this many holes out of your punch, call us so that we can determine how to get the most out of your punch.
I don't see my punch and die style number on your site.
- Email or fax us a rough sketch of your punch showing the head diameter, body diameter and overall length.
- Show the outside diameter and the height of the die.
- Indicate any special spots or grooves.
- Or, call us with the punch and die and measuring tool in front of you. We will walk you through it.
How do I know if my machine has enough tonnage for my application?
To calculate the tonnage you need for your application click here: Tonnage Calculator
What if I'm not punching mild steel? How do I determine the tonnage I require?
For punching materials other than mild steel use our Tonnage Calculator. Select your material, thickness and punch size and it will calculate the tonnage you require for your application.
Why am I getting a burr on my slug and hole?
- A burr can indicate punch and die misalignment if the burr is only on one side.
- If there are burrs all around the slug and hole, this indicates a worn punch. Reorder the punch for a clean hole.
- If you find your slug is double sheared, the clearance between punch and die is too tight. Calculate the proper clearance here: Die Clearance Calculator
Why is my punch breaking?
- Be sure that your stripper has a tight clearance between the bottom of the stripper and the top of the material.
- Check that you have proper clearance between punch and die.
- Do you have enough tonnage?
- Never punch a hole that is smaller than the thickness of the material you are punching.
How do I know if I need keyways on my punch?
- If you are punching a shaped hole, keyways are helpful for keeping the punch aligned properly. For more information click here: Alignment Tools
- Check your punch stem. Does it have grooves in it?
- If so, are they square, round, “v” grooves or side grooves?
- If they are square, measure the width and depth.
- You will be able to select your appropriate keyway when ordering.
- If your punch stem is not keyed and your would like to use keyways, call us. We will let you know if it is an option for your machine.
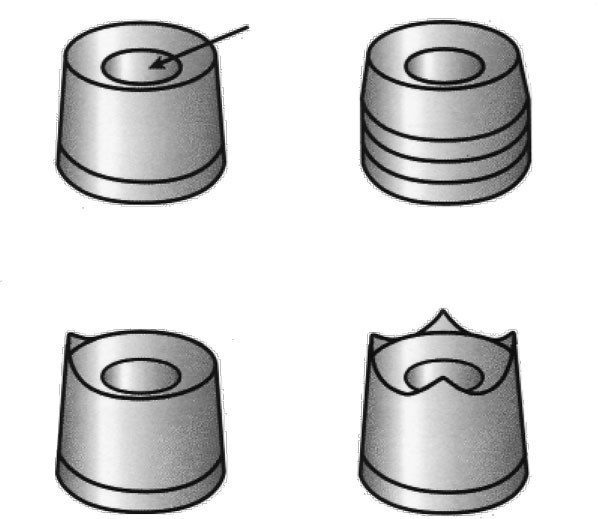
Am I using the correct punch face for my application?
Are you distorting your thin or narrow material? Are your cutting edges chipping? Are you retaining your slug? Do you need to reduce the tonnage required for your application? To see available punch faces click here: Punch Options
Slugs with burrs are indicators of punching problems.
A slug without a burr indicates a proper punching application. A burr can indicate punch and die misalignment if the burr is only on one side. If you find your slug is double sheared, the clearance between punch and die is too tight. If there are burrs all around the slug and hole, this indicates a worn punch. Reorder for a clean hole.

